Palabras clave: trabajos con tensión, TcT, plan, implementación
Objetivo
Este trabajo se dirige fundamentalmente a empresas de distribución o cooperativas eléctricas que aún no han desarrollado equipos especializados en trabajos con tensión (TcT).
La incorporación de estas técnicas de trabajo permite mejorar los planes de mantenimiento y realizar conexiones de nuevas instalaciones en instalaciones de media tensión, sin desafectar el suministro.
Se busca mostrar un camino a seguir para implementar progresivamente estas valiosas técnicas de trabajo con tensión a través del diseño de un plan que, desde el origen, prevea los diferentes pasos a seguir para asegurar no solo la consecución exitosa del proyecto sino también para cumplir con disposiciones legales y/o reglamentarias asociadas a este tipo de tareas.
Análisis de costo–beneficio
El primer punto a cumplir es la realización de un análisis para determinar el costo/beneficio de los trabajos con tensión en este tipo de empresas y la justificación de la inversión.
Si bien generalmente existe consenso en que la implementación de TcT es el camino ideal para mejorar servicio y reducir costos, es esencial poder demostrarlo al cuerpo directivo de la empresa que pretenda implementar un plan de TcT. Esto es fundamental para lograr su apoyo, ya que son planes de largo plazo y se requieren inversiones iniciales importantes en equipamiento y capacitación.
Para encontrar modelos acerca de la manera de realizar este análisis sugerimos consultar la bibliografía y trabajos presentados en los congresos de TcT. Existen numerosos trabajos o ponencias en que se ha demostrado los beneficios generados por la aplicación de TcT.
Este mismo autor ha presentado un trabajo en el que se calcularon los beneficios económicos (BE) como:
BE = PE’ + CMS + ENS’ - CTcT
donde:
-
PE’: valor de las penalizaciones evitadas mediante la ejecución de TcT.
-
CMS: valor de las maniobras evitadas (aquellas requeridas para evitar el corte a la totalidad del alimentador cuando se trabaja sin tensión).
-
ENS’: valor de la energía que se evita interrumpir mediante la ejecución de TcT.
-
C TcT: costo de trabajos con tensión (personal y amortización de equipos)
Dada la complejidad que se presenta para la determinación y valorización exacta y detallada de la energía no suministrada y de los montos de penalizaciones que se evitan realizando trabajos con tensión (frente a la alternativa de sacar de servicio las instalaciones), se realizaron cálculos contemplando valores promedios de los mismos por alimentador de media tensión y aplicado factores de corrección surgidos de estimaciones basadas en el conocimiento experimental del tema. Los beneficios económicos (BE) se calcularon en 312.000 U$S/año.
Otros impactos y beneficios
Creemos importante hacer una consideración sobre aquellos otros aspectos que surgen como resultado de evitar cortes de energía mediante TcT. Si bien estos son de muy difícil valorización económica, pueden ser tanto o más significativos que los beneficios económicos directos calculados en el punto anterior:
-
Satisfacción de los clientes
-
Exposición mediática
-
Imagen empresaria
-
Consideración de los factores políticos y de relación con entidades gubernamentales y de control
En el caso tratado, la magnitud del llamado impacto social que provocarían los cortes evitados se analizó demostrando que, en caso de realizar los mismos trabajos con las instalaciones fuera de servicio, se habría afectado una cantidad aproximada de 5.236.106 clientes. Dada la cantidad total de 2.404.204 clientes de Edenor en ese momento, esto representaba más de dos cortes evitados por cliente, por semestre.
Normativas y pautas legales
A continuación se deben analizar las normativas y pautas legales relacionadas a la actividad (que difieren en cada país) de manera de ajustarla a derecho.
Este punto es importante ya que las reglamentaciones locales pueden tener impacto en los pasos iniciales de cualquier plan de implementación de TcT, tales como niveles de capacitación exigibles, habilitaciones de personal, exámenes médicos, tipos de contratación, controles del equipamiento, normativas particulares para la compra de bienes, etc.
En aquellos países que no cuenten con una legislación específica para trabajos con tensión, es conveniente tomar alguna existente de otro país como referencia a seguir para asegurar al profesional a cargo un mayor respaldo ante posibles riesgos y que sean cubiertos todos los aspectos legales ante posibles incidentes o accidentes que puedan derivar en acciones judiciales.
Normas internacionales para TcT
Existen varias organizaciones internacionales o nacionales que publican normas sobre trabajos con tensión. Las más destacadas son IEC –Comisión Electrotécnica Internacional– y las entidades estadounidenses ANSI –Instituto Nacional Americano de Normas– y ASTM –Sociedad Americana para Pruebas y Materiales–.
Comisión Electrotécnica Internacional
La Comisión Electrotécnica Internacional (IEC) es una organización no gubernamental sin fines de lucro fundada en 1906, que desarrolla las normas internacionales y opera sistemas de evaluación de conformidad en los campos de la electrotecnia. Es la principal organización del mundo que prepara y publica estándares internacionales para todas las tecnologías eléctricas, electrónicas y relacionadas.
Las normas IEC para trabajos con tensión son aplicables en la Argentina debido a que se encuentran incluidas como primer orden de prelación normativo en el reglamento para ejecución trabajos con tensión en instalaciones eléctricas mayores a 1 kV.
El listado de normas vigentes de la IEC se encuentra actualizado en la página web de la IEC dentro del Comité Técnico 78 Trabajos con Tensión (TC 78 Live Working).
Sociedad Americana para Pruebas y Materiales
ASTM International, anteriormente conocida como Sociedad Americana para Pruebas y Materiales (ASTM), es una asociación líder reconocida a nivel mundial en el desarrollo y la entrega de las normas internacionales de consenso voluntario.
Hoy en día, cerca de 12.000 normas ASTM se utilizan en todo el mundo para mejorar la calidad del producto, aumentar la seguridad, facilitar el acceso a los mercados y el comercio y fomentar la confianza del consumidor.
ASTM desarrolla normas internacionales mediante las contribuciones de más de treinta mil de los mejores expertos técnicos del mundo y profesionales de negocios que representan a ciento cincuenta países.
En lo referente a trabajos con tensión, el comité de aplicación es el Comité ASTM F18 sobre Equipos de Protección Eléctrica para los trabajadores, que se formó en 1974. Se reúne dos veces al año, generalmente en abril y octubre, con aproximadamente ochenta y cinco miembros que asisten a lo largo de tres días a reuniones técnicas.
El Comité, con una membresía de más de doscientas diez personas, tiene actualmente jurisdicción de más de treinta y ocho normas, publicadas en el Libro Anual de Normas ASTM, volumen 10.03. El Comité F18 tiene seis subcomités técnicos que mantienen la jurisdicción sobre estos estándares.
Las normas se encuentran en la siguiente dirección electrónica: www.astm.org
Instituto Nacional Estadounidense de Normas
El Instituto Nacional Estadounidense de Normas (ANSI) es una organización privada sin fines de lucro que administra y coordina las normas voluntarias de los Estados Unidos y el sistema de evaluación de la conformidad.
En representación de los diversos intereses de más de ciento veinticinco mil empresas y organizaciones, y tres millones y medio de profesionales, ANSI proporciona un foro neutral para la colaboración entre los sectores público y privado.
La norma ANSI de aplicación prioritaria en Argentina en lo referente a TcT es la relativa a hidroelevadores aislados: ANSI/SIA A92.2 2009 for Vehicle-Mounted Elevating and rotating aerial devices. 
Alcance y dimensionamiento
A continuación se explica cómo dimensionar la organización a desarrollar fijando objetivos, plazos y presupuesto.
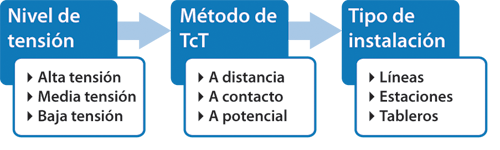
En virtud de los niveles de tensión se definen los métodos aplicables, luego considerando los tipos de instalaciones (líneas, subestaciones, etc.) se decide cual método se adapta mejor, finalmente, de acuerdo a las características físicas de las instalaciones, se decide cuáles son las tareas que se pueden realizar.
Métodos aplicables
 En niveles de media tensión se puede trabajar con los tres métodos, ya que las pértigas permiten trabajar a distancia en todos los niveles de tensión (de acuerdo a su longitud), existen guantes aislantes hasta 36 kV (podrían desarrollarse de mayor nivel de tensión en el corto plazo) que permiten trabajar a contacto y el trabajo a potencial, que es el menos utilizado, no está limitado por el nivel de tensión sino por las características físicas de la instalación que permitan mantener las distancias de seguridad a tierra y otros potenciales. En niveles de media tensión se puede trabajar con los tres métodos, ya que las pértigas permiten trabajar a distancia en todos los niveles de tensión (de acuerdo a su longitud), existen guantes aislantes hasta 36 kV (podrían desarrollarse de mayor nivel de tensión en el corto plazo) que permiten trabajar a contacto y el trabajo a potencial, que es el menos utilizado, no está limitado por el nivel de tensión sino por las características físicas de la instalación que permitan mantener las distancias de seguridad a tierra y otros potenciales.
En cuanto a los tipos de instalaciones, en estos niveles de tensión es común la realización de TcT en líneas aéreas y en centros de transformación o tableros de media tensión de subestaciones. En éstos últimos casos es usual el trabajo en instalaciones abiertas de estaciones transformadoras (en general de antiguo diseño) y en algunos casos particulares de tableros de media tensión, y menos común o incluso imposible en tableros compactos o blindados.
Dada la amplia posibilidad de aplicar distintos métodos e incluso utilizar la combinación de estos, el TcT en líneas aéreas de media tensión es extensamente aplicado en todo el mundo y se han desarrollado procedimientos para la realización de casi la totalidad de las tareas usuales de mantenimiento, conexiones de nuevas instalaciones y modificaciones y reforma de instalaciones existentes.
Especificación del equipamiento
En TcT la definición del equipamiento es uno de los aspectos económicos más significativos. En especial si para su realización es necesario adquirir vehículos hidroelevadores aislados que pueden representar altos montos de inversión e influenciar la tasa de retorno de un proyecto de este tipo.
También hay otros equipos costosos como ser andamios aislados, conjuntos de escaleras aisladas acoplables, determinado tipo de instrumental, equipos para ensayos de herramientas y EPP, juegos completos de herramientas, etc.
Por ello es importante definir ajustadamente la cantidad y el tipo de equipos a adquirir de manera de asegurar completar el equipamiento adecuado con la mayor funcionalidad, seguridad y calidad y a la vez bajo el menor costo posible.
Los temas importantes a definir son:
-
Equipamiento necesario para equipos de trabajo, según método e instalaciones.
-
Especificación técnica de herramental.
-
Aspectos relevantes para comprar lo justo y lo bueno.
Compra del equipamiento
Dadas las características del trabajo con tensión, el equipamiento para su realización suele encontrarse bastante estandarizado. El TcT se realiza bajo un marco bien definido de normas, procedimientos e instructivos que ya de por sí definen en detalle las prácticas y las maneras de realizar los trabajos, muchas veces habiendo considerado incluso el tipo de herramental y equipos a utilizar.
Sin embargo, ha sido una práctica común por parte de los proveedores de equipos el ofrecimiento de kits o tráilers completos con el herramental necesario para trabajo a distancia o para TcT en alta tensión que incluían una cantidad de elementos que cubrían la totalidad de las tareas factibles de realizar bajo ese método o bajo ese nivel de tensión.
Obviamente la compra de estos kits o tráilers completos simplifica enormemente el trabajo de especificación y definición de elementos a adquirir y muchas veces fue la solución más rápida y adecuada cuando la experiencia de trabajar con tensión no había comenzado en una empresa.
 Pero actualmente llevamos en la Argentina trabajando con tensión más de cuarenta años y ya contamos en nuestro país con la experiencia necesaria como para poder discriminar adecuadamente y con anticipación cual es el equipamiento necesario, ajustado estrictamente a las tareas que se van a desarrollar en la empresa de acuerdo a los métodos a implementar y a la tipología de las instalaciones sobre las cuales se van a desarrollar los trabajos. Pero actualmente llevamos en la Argentina trabajando con tensión más de cuarenta años y ya contamos en nuestro país con la experiencia necesaria como para poder discriminar adecuadamente y con anticipación cual es el equipamiento necesario, ajustado estrictamente a las tareas que se van a desarrollar en la empresa de acuerdo a los métodos a implementar y a la tipología de las instalaciones sobre las cuales se van a desarrollar los trabajos.
En consecuencia, las primeras grandes clasificaciones se dan con el nivel de tensión, con el método a utilizar y con el tipo de instalaciones donde se va a trabajar (ver a la derecha)
Por ejemplo, si se decide comenzar a trabajar en alta tensión a 132 kV, bajo el método a distancia y en líneas aéreas del tipo bandera montadas sobre estructuras de hormigón armado, esta simple clasificación ya reduce a unas pocas páginas a considerar en el catálogo de equipos.
A continuación debemos continuar el proceso de selección hilando más fino, y considerando cada uno de los otros aspectos del procedimiento de trabajo.
 Pie de imagen El siguiente paso es analizar el método de acceso en altura. En este caso lo más común es utilizar escaleras acoplables, hidrolevadores o sistemas de sogas y pastecas. Pie de imagen El siguiente paso es analizar el método de acceso en altura. En este caso lo más común es utilizar escaleras acoplables, hidrolevadores o sistemas de sogas y pastecas.
La definición del método de acceso en altura lleva a analizar todos los elementos y accesorios necesarios en cada caso.
Luego viene el posicionamiento o sea el método que se utilizará para poner a los trabajadores a la distancia necesaria para realizar los trabajos.
En TcT a potencial o a contacto el posicionamiento suele estar definido por el método de acceso en altura. Pero en TcT a distancia suele haber más variantes, a veces es suficiente que el operario trabaje desde la misma estructura pero muchas otras resultará necesario especificar además una plataforma o una escalera de tres rieles que faciliten el acceso de las herramientas sobre el lado energizado.
La definición del método de trabajo con tensión define en consecuencia el tipo de elementos de protección personal que deberán utilizar los operarios que los realizan, en el caso de potencial habrá que especificar la ropa conductora; en el caso de contacto los guantes y mangas aislantes y así se deberá continuar el análisis considerando los miembros del equipo de trabajo que quedan en el suelo realizando tareas auxiliares y que no necesariamente deben ser provistos de EPP especiales si no serán habilitados para realizar los trabajos en altura.
Finalmente, la última etapa suele ser la más difícil para el caso de implementar TcT por primera vez y requiere de una asesoría previa por parte de la persona que será la encargada de brindar la capacitación.
Se trata de la selección en detalle de los elementos y herramientas ajustados a las características técnicas de las instalaciones, y a los tipos de tareas que van a ser realizadas. Implica analizar, para cada tarea, cuáles serán las herramientas necesarias y definir las cantidades de las mismas.
 Realizar esta definición del equipamiento necesario para los equipos de trabajo con la adecuada anticipación es una de las etapas más importantes al lanzar un nuevo proyecto de implementación de TcT, ya sea del inicio de una nueva metodología (por ejemplo comenzar a realizar trabajo a potencial cuando ya se venía realizando trabajo a distancia) como de una nueva tarea en particular, como comenzar a realizar trabajos en un nuevo tipo de instalación. Realizar esta definición del equipamiento necesario para los equipos de trabajo con la adecuada anticipación es una de las etapas más importantes al lanzar un nuevo proyecto de implementación de TcT, ya sea del inicio de una nueva metodología (por ejemplo comenzar a realizar trabajo a potencial cuando ya se venía realizando trabajo a distancia) como de una nueva tarea en particular, como comenzar a realizar trabajos en un nuevo tipo de instalación.
En la definición de las cantidades no solamente se debe considerar la cantidad necesaria para realizar una tarea en particular, sino la posible necesidad de realizar esa misma tarea en simultáneo o con más de un equipo de trabajo, la cantidad mínima a dejar en stock para una rápida reposición en casos de rotura, robos, etc., y la definición de un stock mínimo de reposición que al llegar al mismo active el proceso de compra de nuevos elementos.
La importancia viene dada no solo por razones económicas, es decir ajustar la cantidad de equipamiento al realmente necesario disminuyendo así la inversión y el costo operativo de cada acción que luego se va a efectuar, sino también por razones de logística.
La compra de equipamiento suele ser una gestión que demora mucho tiempo debido a la necesidad de realizar licitaciones, a los plazos de aprobación de importaciones, a tiempos de fletes internacionales (no suele existir en el país stock de este tipo de equipos), a tiempos de recepción y liberación en aduanas, a los ensayos de recepción de los equipos, etc.
Una vez adquiridos, de haberse seleccionado los equipos adecuadamente, se logra reducir la cantidad de equipos y en consecuencia se reduce el espacio necesario para su almacenamiento.
También hay reducciones de tareas de control e inspección de equipos y fundamentalmente de la cantidad de ensayos periódicos obligatorios que requieren muchos de estos elementos.
En resumen, antes de salir a comprar los equipos es necesario repasar cada uno de los aspectos arriba considerados y definir un listado que además deberá tener en cuenta las opciones disponibles en el mercado.
Diseño del plan de capacitación
En relación al diseño del plan de capacitación, estos mismos autores han presentado en el congreso VII CITTES el trabajo "¿Qué debe tener un buen plan de capacitación en trabajos con tensión?”.
Para una completa información sugerimos leer dicha presentación, pero igualmente aquí resaltamos los siguientes puntos a considerar:
-
Selección de personal
-
Elección de instructores
-
Soporte técnico documental
-
Proyecto
-
Planificación
-
Programación
-
Guía del instructor
-
Manuales
-
Presentaciones
-
Normas, procedimiento e instructivos
-
Evaluación teórica: examen escrito evaluación práctica.
-
Certificado de aprobación
Es muy importante, para empresas que no han tenido experiencia previa en TcT, obtener asesoramiento previo para concretar las etapas hasta aquí descriptas y recurrir a capacitadores con experiencia y de primer nivel que aseguren el desarrollo de un plan de capacitación completo, que cubra todos los aspectos necesarios para que la actividad de TcT se inicie en forma controlada y segura. 
Personal
Una de las primeras decisiones que deben tomarse cuando se decide iniciar la realización de trabajos con tensión es la de hacerlo con personal propio de la empresa, a través de la contratación de servicios, o incluso mediante la combinación de ambos.
Cada una de las modalidades tiene sus ventajas y desventajas y la correcta elección dependerá fundamentalmente de varios factores entre los cuales podemos considerar:
-
Tiempo de duración de los trabajos
-
Tipo de TcT
-
Costos de inversión
-
Productividad esperada
-
Experiencia
-
Desarrollo
-
Aspectos legales
-
Aspectos sindicales
-
Disponibilidad de personal
Ventajas del personal Propio:
-
La experiencia se mantiene en la propia empresa
-
El personal es más estable
-
El personal ya conoce las instalaciones
-
Las inversiones (en capacitación, equipamiento, desarrollo, etc.) quedan en la empresa
-
Facilita desarrollar personal a posiciones de mayor responsabilidad
Ventajas de la Contratación:
-
Menores inversiones
-
Mayor productividad
-
Contratos a término
-
Menores costos de supervisión
-
Menor influencia gremial
Habilitación del personal
Deben respetarse los requisitos fijados por la reglamentación de cada país. En Argentina, las pautas mínimas para la habilitación del personal para TcT están fijadas por la Resolución Nº 592/2004 de la Superintendencia de Riesgos del Trabajo.
Cumplidos todos los pasos requeridos para la habilitación del personal, además del documento escrito en papel de todas las habilitaciones de cada persona, es recomendable contar también con una copia digitalizada de los mismos como back up.
La versión en papel es imprescindible dado que el proceso de habilitación exige las firmas personalizadas por parte del trabajador en conformidad para trabajar con tensión, como la del Jefe de higiene y seguridad en el trabajo de la empresa y el jefe de servicio.
Dependiendo de la cantidad de personal habilitado que posea una empresa, la tarea de seguimiento de la vigencia, actualización y renovación de las habilitaciones puede ser de compleja ejecución en vista de la cantidad de pasos requeridos y áreas de la empresa involucradas en la emisión de las mismas.
El seguimiento puede realizarse a través de archivos digitales que permitan mantener el listado de trabajadores habilitados indicando las fechas de vencimiento de las mismas, que deben ser tenidas en cuenta con bastante anticipación para poder permitir realizar todos los pasos necesarios para su renovación, como ser los cursos de reciclaje y los exámenes médicos obligatorios.
Reciclaje
Los cursos de reciclaje son una pieza clave, tanto para asegurar que la aptitud de un trabajador se mantiene en tiempo como para introducir mejoras.
Tienen como objetivo que el personal habilitado aplique y mantenga los conocimientos adquiridos en la etapa de formación y durante las prácticas habituales.
En el reciclado se deben revisar los conocimientos incorporados sobre la aplicación correcta de las técnicas operativas, normas, procedimientos y agregar conocimientos y técnicas de trabajos nuevos. El Reglamento establece su realización “cuando la empresa lo crea conveniente y dentro de un período máximo de dos años”. En este punto se propone realizar el reciclado anualmente de manera de reducir el riesgo de no cumplir a tiempo con el mismo.
Exámenes médicos
La realización completa de todos los exámenes médicos obligatorios a un plantel completo de TcT lleva tiempo y debe ser planificada para asegurar su vigencia en paralelo con la renovación de las habilitaciones.
Registros
Es de vital importancia mantener un adecuado sistema de registro de todas las acciones que se llevan a cabo para otorgar las habilitaciones y sus correspondientes renovaciones ya que puede ser necesario demostrar que las mismas han sido realizadas en tiempo y forma
Desarrollo de procedimientos e instructivos
Es conveniente contar con un sistema normativo exclusivo para TcT, que defina las jerarquías entre normas, procedimientos, instructivos u otros documentos formales, de manera de lograr la documentación del conocimiento, asegurar el mantenimiento de la experiencia y permitir, si se desea, la certificación del proceso de TcT bajo norma ISO 9001.
Procedimiento general e instructivos de TcT
En Argentina, según lo establecido por el Reglamento de TcT en el Punto 2.7, es mandatorio que la empresa cuente con una instrucción de servicio para trabajar con tensión.
La definición de instrucción de servicio en dicho Reglamento es la siguiente: “Documento escrito, de carácter permanente, aprobado por la empresa, donde deben estar establecidos los métodos operativos (MO) o las condiciones de ejecución de los trabajos (CET) a utilizar de acuerdo con el tipo de instalaciones a mantener y las restricciones y prohibiciones propias de la empresa. Estas instrucciones deberán estar de acuerdo con lo establecido en la Ley de Riesgos de Trabajo Nº 24.557”.
Esta obligación puede cumplirse contando con un procedimiento general de TcT: un procedimiento que tiene por objeto describir la forma de realizar el mantenimiento con TcT. Contiene el conjunto de reglas generales que el personal de TcT debe respetar al efectuar los trabajos.
Por otra parte el Reglamento de TcT también define en el Punto 3.4.4 otro documento denominado “Condición de ejecución de los trabajos” y métodos operativos: “Las CET necesarias para la realización de los TcT definirán las reglas generales a respetar en la aplicación de uno de los tres métodos de trabajo con tensión; o en la combinación de los mismos.
Estas condiciones deben establecer las modalidades de trabajo, las herramientas a emplear y todo otro detalle destinado a la más segura y correcta realización del trabajo”. Esta obligación puede cumplirse contando con instructivos de TcT.
Control de equipamiento (ensayos)
La Resolución 592/2004 de la Superintendencia de Riesgos del Trabajo estableció como obligatorio el Reglamento para la ejecución de trabajos con tensión en instalaciones eléctricas mayores a un kilovolt de la Asociación Electrotécnica Argentina.
Las herramientas o elementos que se adquieran para su utilización específica en los métodos de trabajo con tensión y que cumplan funciones de aislamiento eléctrico, deberán ser sometidas a los ensayos dieléctricos con periodicidad establecida y también antes de su primer uso.
Los ensayos deben ser realizados bajo normas IEC, documentos nacionales o documentos internacionales.
Un área de TcT debe realizar la planificación anual de los controles y ensayos de los elementos de protección personal y colectiva de TcT.
 Controles a realizar Controles a realizar
Los controles se realizan mediante una inspección visual donde se verifica que no existen irregularidades como rajaduras, cortes, marcas que sean causa del deterioro de los elementos de protección.
Posteriormente se realiza el ensayo de rigidez dieléctrica con un equipo certificado, aplicando una tensión de prueba y, cuando corresponde, midiendo la corriente de fuga del elemento.
Esta tarea requiere de una organización que permita asegurar una eficaz logística que comienza desde la identificación del elemento a ensayar, su traslado al sitio de ensayo, la realización de los ensayos de acuerdo a norma, la inscripción de dichos ensayos en los sistemas de registro, la emisión de certificados o protocolos, el etiquetado como aptos de las herramientas o EPP o en caso de falla su retiro de servicio, la devolución de los elementos a los equipos de trabajo y la programación del ensayo siguiente según periodicidad establecida.
En todo este proceso es fundamental contar con un sistema que presente trazabilidad y permita seguir un elemento a lo largo de su vida útil.
Por ello es necesario que la gestión de control de elementos utilizados en TcT cumpla todos los pasos descriptos en las normas y reglamentaciones, una manera de atestiguar que la responsabilidad profesional de los jefes ha sido cumplida.
Laboratorios
Los laboratorios de ensayos eléctricos deben cumplir las exigencias de las Normas IEC. En la actualidad, nuevas exigencias se agregan a las de la propia legislación de nuestro país. El Comité Técnico N° 78 de Trabajos con tensión de la Comisión Electrotécnica Internacional (IEC) viene pregonando la inclusión en todas las normas de elementos de uso en TcT de la obligación que los laboratorios cumplan la Norma ISO 17.025.
Por ello en poco tiempo más veremos que, si queremos mantenernos dentro de las normativas internacionales, será imprescindible contar con laboratorios que puedan cumplir estos requisitos.
Coordinación
Llevar a la práctica todos los conceptos hasta aquí presentados requiere de la organización de un sistema o plan de controles que sea implementado sistemáticamente sobre todas las etapas comprendidas por los trabajos con tensión.
Para ello, es necesario considerar todos los ámbitos de acción de nuestros equipos de trabajo, pero sin olvidar que los controles también deben abarcar a las áreas de apoyo de las cuales, en muchos casos, depende la provisión de recursos a los trabajadores que operan sobre la red.
Esto quiere decir que un buen sistema o plan de control es aquel cuyo diseño obliga a poner de manifiesto no solamente probables errores o fallas de los trabajadores o de los equipos de trabajo sino también de toda la cadena que abastece los recursos que se requieren para obtener un óptimo resultado final, como ser:
-
Programación de actividades
-
Revisiones previas de las instalaciones
-
Pedidos de trabajo
-
Ordenes de trabajo
-
Coordinación de entrega de instalaciones
-
Estado de vehículos
-
Sistema de alistamiento
-
Lugares de concentración (bases)
-
Coordinación y supervisión de equipos de trabajo
-
Provisión de herramientas aptas
-
Provisión de materiales aptos
-
Capacitación
-
Habilitación
-
Documentación
Es decir, durante la ejecución de los controles, el jefe o supervisor no solo debe concentrarse en la manera en que los trabajadores ejecutan la tarea que se está controlando en ese momento, lo cual es obviamente muy importante, sino que también debe pensar permanentemente si la cadena de provisión a los equipos de trabajo ha funcionado correctamente y en caso de notar alguna falla, registrarlo en los controles y notificarlo o actuar para su solución.
Lecciones aprendidas
La experiencia nos enseñó que no basta con hacer las cosas cada vez mejor, sino que también puede ser preciso poder demostrarlo. Por ello hemos trabajado muy fuerte en documentar y registrar todos los aspectos del proceso de TcT.
Recomendaciones
Recurrir a la experiencia de quienes vienen realizando la actividad de TcT en forma planificada y organizada, para asesorarse y desarrollar un plan de implementación de TcT que cubra todos los aspectos necesarios para desarrollar esta tarea con eficiencia, calidad y seguridad.
Conclusiones
La implementación de trabajos con tensión debe ser realizada a través del diseño de un plan que, desde el origen, prevea los diferentes pasos a seguir para asegurar no solo la consecución exitosa del proyecto sino también para cumplir con disposiciones legales y/o reglamentarias asociadas a este tipo de tareas.
Este trabajo ha intentado fundamentalmente resaltar otras etapas, más allá de las de capacitación y habilitación de linieros para TcT, que son importantes para lograr el éxito de un proyecto de este tipo. |


